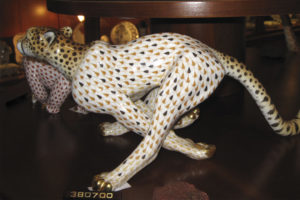
Экскурсия на Северный берег Балатона рассчитана на целый день и проводится туроператором Робинзон Турс по субботам. После завтрака в отеле за нами приехал небольшой автобус и мы отправились в увлекательное путешествие, которое началось с посещения в городе Херенд всемирно известной фарфоровой мануфактуры.
Фарфоровая Мануфактура в Херенде
 Немного истории
Немного истории
В 1826году в Херенде появилось небольшое предприятие, которое можно считать предшественником Фарфоровой Мануфактуры. Его основателем стал Винце Штингл (Stingl Vince), который приобрел опыт на фабрике каменной посуды в Тате. Он пытался наладить выпуск фарфоровых изделий хорошего качества. Однако, производство требовало больших затрат и все опыты с массой для изготовления фарфора и глазурью, закончились неудачей. В конце концов, Штингл не смог отдавать ссуды, взятые для развития производства.
- в 1839 году предприятие перешло в руки одного из прежних кредиторов Штингла Мора Фишера.
- в 1942 году мануфактура Фишера получает титул «императорской и королевской привилегированной фарфоровой фабрики» в качестве признания заслуг за выпуск новых совершенных изделий. На Первой Венгерской Промышленной выставке изделия фабрикм Фишера были отмечены как «способные удовлетворить требования к сервировке даже герцогского стола».
в 1843 году на Второй Промышленной выставке продукцию мануфактуры отметили золотой медалью. - 1851 — 1873 года называют золотым веком фабрики.
На Всемирной выставке в Лондоне, состоявшейся в 1851 году, признание продукции фабрики послужило основой мирового ее имени. Тогда английская королева Виктория заказала расписанный в китайском стиле бабочками и цветами сервиз, декор которого, с тех пор получил название «Queen Victoria» и используется до настоящего времени.

- в 1853 году на Международной Выставке херендские изделия пользовались огромным успехом и на второй день после откытия были все распроданы.
- в 1867 году Парижская Всемирная Выставка принесла огромный успех Фишеру и способствовала огромному увеличению торгового оборота.
Однако пагубное влияние мирового экономического кризиса 1874-1976 гг. привело к тому что в конце 1874г. фабрика объявляет банкротство.
- В мае 1876 года управление фабрикой Фишер передает своим сыновьям.
Вместо тщательно расписанного руками фарфора, они начали производство простой и более дешевой по себестоимости продукции, часто заменяя выпуск тонкого фарфора изделиями из твердого кафеля. Но ожидаемый успех так и не последовал.
- В конце концов, в 1884 году постепенно приходящую в упадок фабрику наследники Фишера продали государству.
За время нахождения в руках государства, предприятие было модернизировано и расширено. Но эти капиталовложения не принесли пользы, т.к. производство было направлено на изготовление дешевой посуды. Несмотря на все усилия, банкротство стало неизбежным.
- В 1896 году фабрика была закрыта. В этом же году государство предложило внуку Мора Фишера купить производство. Йенё Фаркашхази Фишер был профессиональным керамиком, освоившим мастерство на унгварской фарфоровой фабрике. Он наладил производство, следуя традициям своего деда.
- В 1900 году на Парижской Всемирной Выставке он впервые выступил с новыми изделиями и добился большого успеха. Постепенно к Херенду начала возвращаться его былая слава.
- На Международной Выставке Керамике в Санкт-Петербурге в январе 1901 года, фабрика получила золотую медаль, а Йенё Фишер был награжден орденом Святого Станислава третьей степени.
- Однако в 1907 году кризис фарфоровой промышленности, объяснявшийся тяжелым финансовым кризисом в Америке, сильно затронул и Херенд.
- С 1916 по январь 1920 года обжиг на фабрике был полностью остановлен, но несмотря на трудности с поставкой сырья и отсутствием покупательной способности населения, производство все-же было запущено вновь.
- В сентябре 1923 года Фаркашхази преобразовал фабрику в акционерное общество, мануфактура стала снова развиваться.
- После смерти Йенё Фаркашхази в 1926 году, изменилось художественное направление фабрики. Решено было сделать шаг в сторону покупателей из мелкой и средней буржуазии, которые не могли покупать дорогие сервизы, но с удовольствием покупали мелкие фигурки для украшения своего дома.
- C начала 1930 годов, началось производство статуэток.



- В 1934 году число сотрудников предприятия достигает 140 человек. Треть продукции выпускается на экспорт.
- Вторая мировая война сводит на нет все успехи фабрики. В 1943 и 1944 годах производство перепрофилировали на выпуск электроизоляторов, а также аптечной и лабораторной посуды.
- 2 марта 1948 года Херендскую фарфоровую фабрику национализировали и, в соответствии с политикой централизации и планового хозяйствования, включили, в качестве члена-предприятия, в состав Тонкокерамического Промышленного Комбината, объединявшего все венгерские керамические фабрики. Производство начинает расширяться, строятся новые формовуочные цеха, электрические печи для обжига декора, Дом культуры,здание администрации, стадион и фабричный музей.
- В 50-е годы прошлого столетия производство было ориентировано на массовый выпуск. Однако Херенд мог принести стране существенные доходы в твердой валюте, поэтому с 60-ых годов производство переориентировали на выпуск высококачественных изделий ручной работы малыми партиями.
В 1980-90-е годы Мануфактира динамично развивается. - В 1981 году Херед выходит из состава Тонкокерамического Промышленного Комбината и преобразуется в самостоятельное предприятие.
- 1 июля 1992 года Херендская фарфоровая фабрика была преобразована в А.О.
- Херендская Фарфоровая Мануфактура.Сегодня Херенд — первая в мире фарфоровая мануфактура, распологающая сертификатом ISO 9001.
Технология изготовления фарфора
Секрет настоящего тонкого фарфора заключается в том, что он воплощает в себе гармоничное слияние четырех основных элементов (земли, воды, воздуха и огня). Обеспечить красоту его формы можно обеспечить лишь смешения в необходимых пропорциях «фарфоровой земли» с водой, а белизна и прозрачность достигаются с помощью огня и воздуха.
Первый шаг в технологии изготовления фарфора – приготовления массы высокого качества, которая, кроме воды, состоит из трех компонентов: каолина, кварца и полевого шпата. От каолина зависит легкость придачи формы, пластичность материала, а также то, что предметы, после обсушки и обжига, сохраняют первоначально приданную им форму. Полевой шпат способствует затвердеванию материала во время обжига, а пропорция кварца определяет степень прозрачности материала.
Второй шаг технологии – изготовление сырого товара. Одним из важных вспомогательных материалов при изготовлении фарфора является гипс, которых хорошо обрабатывается, ему легко придать любую форму, он прекрасно поддается резьбе, а после обсушки сильно впитывает влагу. Изготовленная из гипса форма применяется при различных способах формования.
Одним из вспомогательных инструментов при формовании является гончарное колесо. С его помощью изготавливаются предметы так называемого плоского формования (тарелки, блюдца, блюда). При плоском формовании, соответствующим образом приготовленной массе, с помощью стального шаблона, сначала придается форма плоского листа, после чего, используя подстеленное полотно, ее опрокидывают в форму, и, затем, мокрой губкой прижимают к ее стенкам. Образовавшиеся по краям формы излишки массы удаляются. Помещенное в форму изделие плоского формования, с уменьшением влаги в массе, усаживается. И через некоторое время его можно изъять из нее. В этот момент на внутренней поверхности изделия становится видным украшающий рельеф.




При объемном формовании, специалист, работающий с гончарным кругом, сначала, из хорошо замешанной массы делает так называемую болванку и помещает ее в форму, приглаживая массу к стенкам. Сформованное объемным способом изделие в течении короткого времени отделяется от стенок формы, после чего его осторожно вынимают.




Способом отлития изготовляются обладающие сложной поверхностью и неправильной формой, пустые внутри предметы, например: статуэтки, кувшины, блюда. Для этого приема работы требуются сухая, высококачественная гипсовая форма и литейная жижа. Из вливаемой в литейную форму жидкости массы, благодаря способности пористого гипса впитывать в себя влагу, образуется постепенно утолщающаяся корка. После достижения необходимой толщины, специалист сливает излишнюю массу и, спустя определенное время, легко вынимает высохшее литье из формы.




Цветы изготовляются из, так называемой, «цветочной» массы повышенной пластичности. Лепестки лепятся сжимающими и одновременно растирающими движениями смазанных маслом пальцев и затем складываются в цветок.


Такой же большой ловкости рук требуют корзиночное плетение, напоминающее плетение корзин из прутьев, когда, для получения желаемого вида, тонкие нити из массы прикрепляют к разнообразным гипсовым формам.


Сформованные и высушенные предметы после очистки, но до нанесения глазури, подвергаются обжигу при низкой температуре (940-1000С). Этот процесс называют «нежным» обжигом. Во время него каолин распадается, и предмет теряет свою эластичность.
Фарфоровые предметы после «нежного» обжига, перед вторым обжиганием, смазывают глазурью. Пористая глина впитывает влагу из глазурной жижи и на ее поверхности, вместе со впитанной влагой, оседает слой глазури. После этого приступают к обжигу глазури, при температуре 1350-1410С.

Готовый, после обжига глазури, белый фарфор с блестящей поверхностью попадает на следующий этап работы – раскрашивание.
Художник получает краски всевозможных цветов в виде порошка, после чего, в зависимости от конкретных процессов раскрашивания, смешивает их в разных пропорциях с терпентином и образовавшимся в результате испарения терпентина густым канифольным маслом, которое иначе называют «густым маслом». Фарфоровые краски представляют собой цветное размолотое стекло с низкой температурой плавления, которые вплавляются в поверхностный слой глазури во время обжига после раскрашивания. Херендская Фарфоровая Мануфактура использует около тысячи красок различных цветов.


С момента возникновения Мануфактуры, технология раскрашивания едва изменилась. Краски наносятся на фарфоровую поверхность кисточками из волос животных, а для штрихования используются ручки со стальными перьями. Эти операции требуют исключительно больших профессиональных знаний и хорошей ловкости рук. Китайский стиль раскрашивания применялся уже во времена Мора Фишера. Этот стиль характеризует то, что художник сначала рисует тонким пером различные мотивы, а затем наносит эмалевые краски на поверхность внутри контура. Выполненная таким способом декорация рельефно выступает на поверхности изделия. В европейском раскрашивании фарфора распространился так называемый манерный прием раскрашивания. Его характеризует то, что всевозможные композиции из цветочных мотивов, листьев и фруктов создаются техникой подмалёвки, тушёвки, а, затем, оттенения.
Раскрашенные предметы маркируют, подписывают, после чего украшают позолотой. После этого наступает очередь обжига декора, производимого при относительно низких температурах (720-900С).


Изделия, созданные руками 250-ти формовщиков и 700-та художников, постоянно добиваются признания во всем мире.
")
")

")




")

")







![]:->](https://moderngranny.ru/wp-content/themes/ab-inspiration/inc/qipsmiles/smiles/devil.gif "]:->")